

Possibilities
Unparalleled non-polar organic molecule rejection.
Allowing filtration with no need of phase change.
Thus, eliminating the need for distillation.
- Offshore & On-shore seawater pre-treatment
- Industrial water pre-treatment previous to Reverse Osmosis
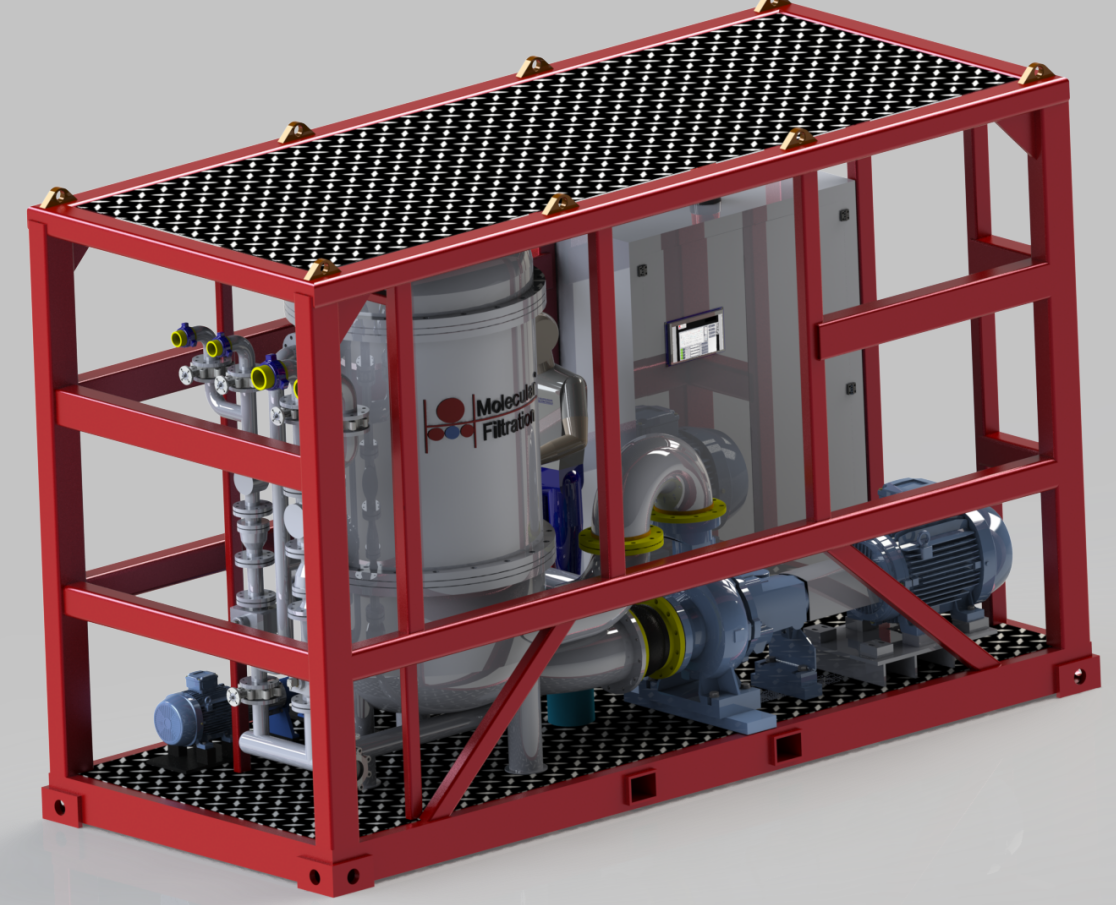
State-of-the-Art Molecular Filtration Systems
- Molecular Filtration of the finest pharmaceutical products
- Separation of polar from non-polar bio-components

Laboratory Table Top Unit
- Ready for your test.
- Membranes with different porosity.
- Pump with variable speed controller.